如何将小容量注射剂、口服液、冻干粉针车间料液管道及配液罐进行钝化处理?有没有这方面的工艺管道及配液罐钝化方案?
我们都知道,做完管道后,需要执行的一项重要工作,就是进行钝化处理,它能:
清除管道内部的污垢、油脂、污物、杂质、颗粒等,资料和文件应符合GMP管理要求。
清除管道内表面的尖峰突起及焊瘤。
去除抛光后遗留下的游离铁污染物,这些污染物是潜在腐蚀点,不去除容易产生过早腐蚀(容易产生红锈)
在不锈钢内表面形成一层均匀的氧化铬保护膜,以抵抗流体对不锈钢表面可能造成的晶间腐蚀。
它适用于所有不锈钢管道及罐体的清洗钝化。
一般的钝化程序为:
1、纯化水冲洗
2、热碱清洗
3、纯化水冲洗
4、酸液钝化
5、纯化水冲洗
6、纯蒸汽灭菌。

下面,我们以将小容量注射剂、口服液、冻干粉针车间料液管道及配液罐进行钝化处理为例,给大家讲一讲这个过程:
首先我们应该分明职责:一般由工程部负责协调钝化,车间相关人员参与配合所有的钝化项目,并在钝化开始前起草钝化方案,结束后记录过程以及总结结论。
为方便大家理解,先将小容量注射剂、口服液、冻干粉针车间料液管道及配液罐的流程图公布如下:
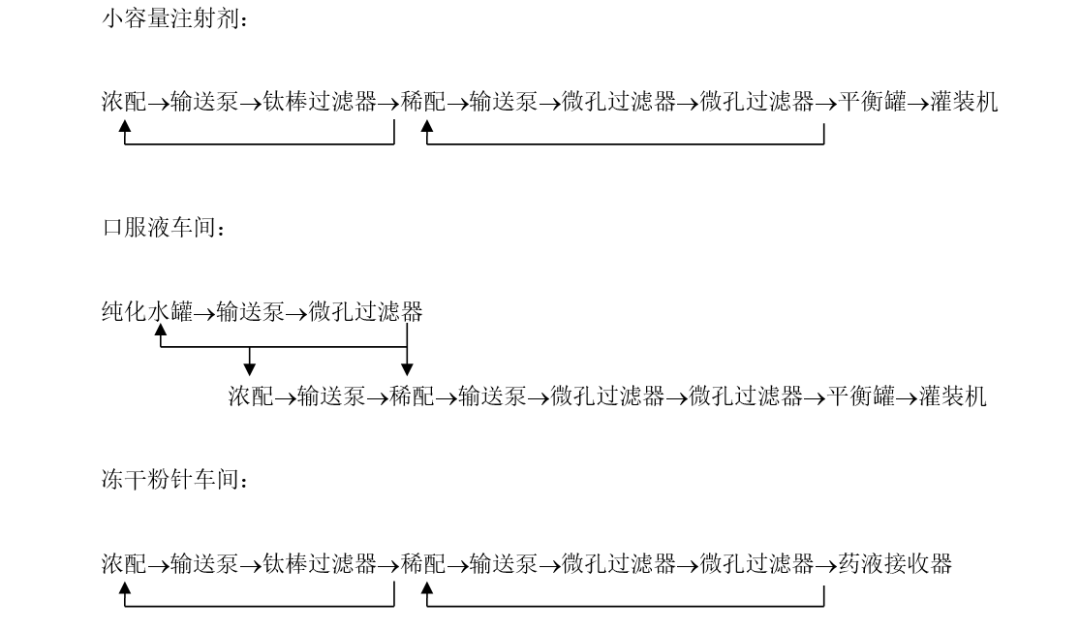
按上述方案,细化流程如下:
原理:通过强酸(一般为HNO3)对金属的强氧化性、强腐蚀性对工艺管道及配液罐内壁进行酸洗、钝化。
配制:(NA)
碱洗:1-5%的NaOH(片碱)和99-95%的纯水或注射用水,碱溶液在70-75℃对工艺管道及配液罐内壁循环冲洗。
钝化:20%的HNO3(浓度为65%~68%)和80%的纯水或注射用水的酸溶液在45-55℃对工艺管道及配液罐内壁循环冲洗
纯蒸汽灭菌:钝化完成后对工艺管道及配液罐内进行纯蒸汽灭菌(没有条件可以省略)。

准备阶段:
钝化前先了解储罐的壁厚、材质、加工方式,以进一步确认其能否耐受住钝化液的腐蚀;先确认管道、滤器、压力仪(表)、温度仪(表)等的材质及焊接后能否耐受住钝化液的腐蚀;注明:钛棒过滤及微孔过滤器应先行将滤芯取出;温度探头先做试验。
确认阀门(包括隔膜阀及球阀)的材质及焊接后能否耐受住钝化液的腐蚀;
确认料液泵的材质及机械密封能否耐受住钝化液的腐蚀;注明:搅拌轴、桨叶、桨叶固定螺栓。
管道连接:检查管道连接,先用纯化水运行,必要时应先做压力试验;
确认料液泵可以运转、手动阀门可以正常开启、关闭;排污管道能否耐受住钝化液的腐蚀;
购买一定量的酸碱试剂
下面,我们以冻干粉针为例,实施本次钝化:
一、水冲洗:
二、碱洗准备:
接注射用水+纯化水进浓配罐,接一部分注射用水进入化碱不锈钢桶,慢慢的倒入片碱,并用搅拌棒充分搅拌均匀。将其注入浓配罐.
接注射用水+纯化水进稀配罐,接一部分注射用水进入化碱不锈钢桶,慢慢的倒入片碱,并用
拌棒充分搅拌均匀。将其注入稀配罐.
控制点:控制温度在70-75℃左右;浓度1-2%(考虑到罐及管道比较干净);
接通水泵电源,断开控制开关,准备碱洗。
搅拌人员应戴好防酸碱面罩,防止对人员造成伤害。
装碱的容器应完好,无任何渗漏,与管道接品处连接良好。
三、碱洗:
启动输送泵经钛棒过滤器,回浓配罐,运行20-30Min;将碱液排净;此过程要冲洗钛棒过滤器到稀配罐之间的管道;
启动输送泵经微孔过滤器,回浓配罐,运行20-30Min;将碱液排净;此过程要冲洗微孔过滤器到药液接收器之间的管道;
控制点:控制温度在70-75℃左右;通过蒸汽加热保证;
在碱洗过程中,应有专人检查(检查方法:用试纸与焊点处接触,若无变色则说明无泄露)第一焊点,发现漏点,应立即通知看泵人员停泵,并在漏点附近的用水点放空碱液,并对漏点进行补焊等相关处理。处理后方可继续进行碱洗,对流到地面、吊顶上的碱液应用干布擦拭干净。
对循环后的碱溶液,应用另外的容器暂存,以用于与酸中和排放。
四、水冲洗:
方法同上;边冲洗,边排放;直至排放的水为中性为止。
五、钝化准备:
六、钝化:
启动输送泵经钛棒过滤器,回浓配罐,运行30-40Min;将酸液排净;此过程要冲洗钛棒过滤器到稀配罐之间的管道;
启动输送泵经微孔过滤器,回浓配罐,运行30-40Min;将酸液排净;此过程要冲洗微孔过滤器到药液接收器之间的管道;
控制点:控制温度在45-55℃左右;通过蒸汽加热保证;
在碱洗过程中,应有专人检查(检查方法:用试纸与焊点处接触,若无变色则说明无泄露)第一焊点,发现漏点,应立即通知看泵人员停泵,并在漏点附近的用水点放空酸液,并对漏点进行补焊等相关处理。处理后方可继续进行钝化,对流到地面、吊顶上的酸液应用干布擦拭干净。
对循环后的酸溶液,用碱中和后排放。
七、水冲洗:
用纯水料液泵对工艺管道及配液罐内壁进行循环冲洗,边冲洗,边排放;直至排放的水为中性为止。
八、废液排放:
将用完后的废酸、废碱应中和至中性或近似中性后方可直接排放。另有处理的除外。
九、注意事项
十:人员防护:
配制酸碱液人员,检查人员等相关人员均应戴好防酸手套、防酸面罩及防酸工作服等。
发生事故时,第一要确保人员的安全。
若碱液溅到皮肤上应立即用干布擦净,然后用醋酸涂于溅落处片刻,最后用洗水冲洗干净。
若酸液溅到皮肤上应立即用干布擦净,然后用小苏打溶液涂于溅落片刻,最后用清水冲洗干净。
严禁直接用手或其它裸露皮肤直接接触酸液、碱液,用抹布擦拭酸碱液时必须戴好防酸手套和防酸面罩。
酸制酸碱溶液时,应缓慢地将碱、酸沿容器壁流进水中,严禁直接将酸碱溶液倒入水中,以防溅起酸碱液。特别严禁将碱(或酸)直接倒入酸(或碱)中。
其它防护:
对可能溅落到酸碱液的设备、管道、仪表、地面、墙面、吊顶、隔断应尽可能事先用塑料纸包扎保护,对设备、管道上的滤器、仪表也可事先拆除。
发生酸液流出时应尽可能保护所有设备、管道、建筑物及装饰制品(如地面、墙面和吊顶等),如不能全部保护时,应根据设备、管道、建筑物及装饰制品的重要性、价值、修复成本等综合考虑,有所取舍,保护重点。
对流到吊顶、缝隙处的酸液,应先用干布擦净,然后再用少量稀释过的碱液倒在该处,以中和可能剩余的酸液,防止以后慢慢腐蚀吊顶板和支、吊、托架。
十一、记录


 地址:迈特总部:北京市昌平区高教园北二街 制造基地:河北省张家口市怀来县京西中小企业创业园
地址:迈特总部:北京市昌平区高教园北二街 制造基地:河北省张家口市怀来县京西中小企业创业园 手机:13302023323
手机:13302023323 电话:010-69735801
电话:010-69735801 QQ:443784544
QQ:443784544 微信:13302023323
微信:13302023323







 当前位置:
当前位置: